
新闻动态
消息
联系我们
联系人: 徐小姐
手机: 15896353995
电话: 0511-85723800
邮箱: sales@cnzyzg.cn
地址: 镇江市丹徒区高资街道中冶迎宾大道1号
行业新闻
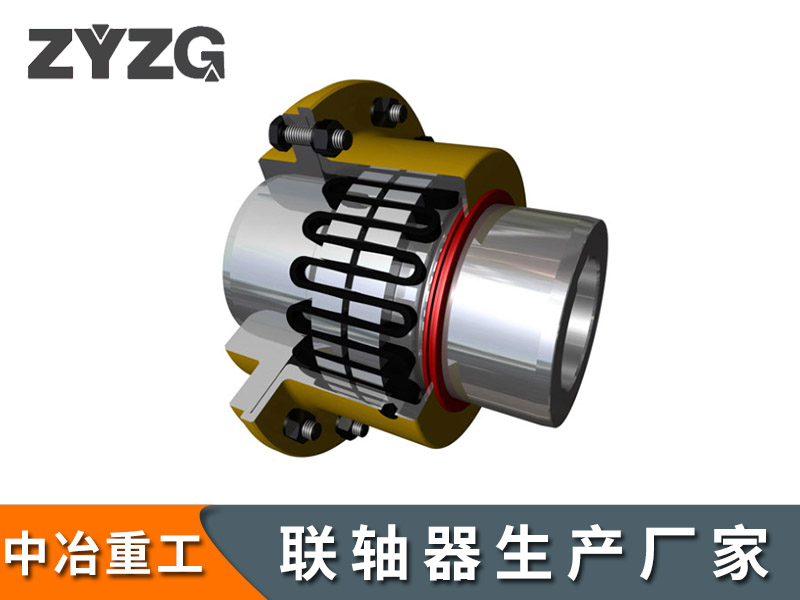
碾子山柱销联轴器制造工艺相对较复杂
柱销联轴器温差装配法大多采用加热的方法,冷却的方法用的比较少。柱销联轴器正确安装应该使键的两侧面与键槽的壁严密贴合,一般在装配时用涂色法检查,配合不好时可以用锉刀或铲刀修复使其达到要求。键上部一般有间隙,约在0.1-0.2mm左右。高速旋转机械对于轮毂与轴的同轴度要求高,用单键联接不能取得高的同轴度,用双键联接或花键联接能使两者的同轴度获得改善。
柱销联轴器工艺相对较复杂,其制造程序比一般联轴器略显复杂,但是其在拆卸时还是比较方便的,不用动两个轴上的半联轴器就可以轻松装卸。柱销件工作时受剪切,工作可靠性差,因其能传递巨大扭力所以要求很低的中速传动轴系来进行工作。柱销联轴器横断面出现断口它还会降低钢的塑性和韧性,使车加工尺寸不稳定,刀具迅速磨损,加热引起金相组织的先后变化也造成应力。

过热不利于热处理,使钢变脆和机械性能降低,但可通过锻后正火或退火来消除。柱销联轴器在检修的时候应该注意组装定位紧固后,弹性圈外圆与销孔应有0.5mm~1.0mm的间隙。弹性圈应大小一致,不可大小不一的弹性圈混装,特别是同一条柱销上的弹性圈要换新的则都换成新的,若用旧的则统一都用旧的要求旧的弹性圈磨损损坏程度,装用后其与销孔间间隙若不符要求。
在没有备品或其他迫不得已的情况下可用细锉刀对弹性圈外圆进行修整,使其符合间隙要求。柱销联轴器定位锥孔起着对柱销螺栓定位的作用,因此对锥孔配合部位应格外认真检查。发现锥面缺损、磨损、变形者应予以处理或换。加工柱销螺栓时,应依照制造厂家原始图纸加工。如无厂家原始图纸,则在测绘零件时应格外注意锥孔的锥度尺寸的准确性,锥度不符将导致柱销螺栓安装不到位或定位歪斜,引起设备运行缺陷。
消息
-
2024-02-28
碾子山膜片联轴器防止高速运转发生的微动磨损
-
2024-01-25
碾子山鼓形齿式联轴器通过润滑脂进行润滑
-
2024-01-11
碾子山联轴器厂家安装所需的工序
-
2023-06-20
碾子山柱销联轴器主要有三部分组成
-
2023-05-24
碾子山弹性联轴器这个扭转振动会传递
-
2023-04-28
碾子山膜片联轴器分为连杆式和不同形状的整片式




 苏公网安备32111102000071号
苏公网安备32111102000071号