
新闻动态
消息
联系我们
联系人: 徐小姐
手机: 15896353995
电话: 0511-85723800
邮箱: sales@cnzyzg.cn
地址: 镇江市丹徒区高资街道中冶迎宾大道1号
公司新闻
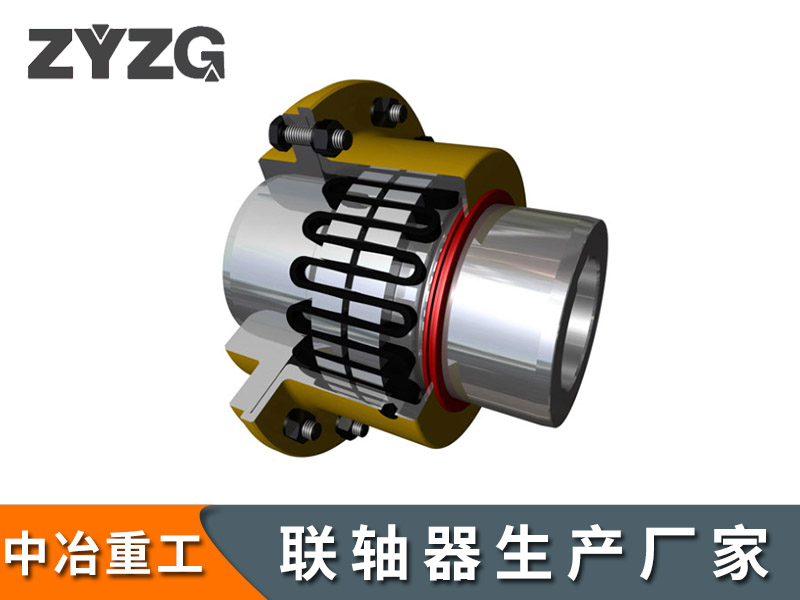
岗巴柱销联轴器整套加工工艺及安装调试
柱销联轴器是由内齿和外齿相互撮合发生扭矩力带动轴转动,一般有鼓型齿轮及直齿轮两种结构型式,柱销联轴器齿轮按标准在粗加工后需要进行调制渗碳处理在精加工,齿轮一般由数控滚齿机及数控插齿机配合加工完成,齿轮加工好后在进行齿轮局部高频蘸火,这样整套加工工艺基本完成,柱销联轴器在安装时需要进行调试,其齿轮之间要注入黏油或黄油,这样能保证联轴器齿轮接触。
柱销联轴器内齿内径和外齿外径公差间隙配合也尤为重要,鼓度曲线多为一段圆弧,也有用三段圆弧的,这些圆称为鼓度圆,在圆弧鼓度曲线中,有鼓度圆中心在齿轮轴线上的,有不在轴线上的,有鼓度圆中心与齿面球面中心重合的,也有不重合的。在轴间倾角处于相对比较大的时候,不出现棱边接触现象轮齿集中载荷越小越好,而齿面曲率与鼓度圆周率成正比。

因此鼓度圆半径尽可能大,鼓度曲线曲率半径与内齿单侧减薄量成正比,因此鼓度圆半径应尽可能大,鼓度曲线曲率半径与内齿单侧减薄量成正比,即它与齿的啮合间隙有关,减薄量不足可能会造成干涉,减薄量过大会削弱齿的强度,且会侧隙很大。柱销联轴器的热处理和机械加工要求,锻件锻后应进行预热处理,以改善组织和可加工性,粗加工,锻件性能热处理前应进行粗加工,性能热处理。
锻件应进行淬火和回火,以达所要求的性能,性能热处理后的机加工,机械性能合格后,锻件加工到需方提供的图样所规定的尺寸和表面粗糙度。柱销联轴器拆卸时先松开全部螺钉,但不要将螺钉全部拧出。取下顶出的镀锌螺钉,将顶出螺钉旋入前压环的辅助螺孔中,轻轻敲击被胀紧的传动件,使其胀环松动,即可将胀紧联结套拉出。不同型号的胀紧联结套,拆卸方法也有所不同,应充分了解其特点再行试拆,防止将顶出螺纹损坏。
- 上一条:岗巴膜片联轴器的螺栓紧固影响使用效果
- 下一条:岗巴弹性联轴器密封装置及传递转矩
消息
-
2025-03-05
岗巴弹性联轴器承受各种偏差情况
-
2024-11-06
岗巴柱销联轴器受载时的弹性变形
-
2024-04-07
岗巴膜片联轴器需固定中间螺栓孔
-
2024-03-19
岗巴鼓形齿式联轴器通过锁紧螺栓连接
-
2024-03-14
岗巴弹性联轴器安装在动力系统与轴系之间
-
2024-03-06
岗巴联轴器厂家降低传递效率




 苏公网安备32111102000071号
苏公网安备32111102000071号